
-
-
-
-
解决方案太原斯利德电子技术有限公司成立于1999年,是国内较早专门从事防信息泄漏(TEMPEST)、电磁兼容(EMC)技术研究的公司。产品已广泛用于航空、航天、船舶、陆用、安全保密工控等领域。
-
-
干货分享丨整机工艺文件的编制与范例
发布日期:
2023-02-20
编制整机工艺卡是每一个从事电装工艺技术人员必须首先学会的“本事”。电气装配和机械加工相比较,工步顺序没有机械加工灵活,整机装焊几乎都是手工操作,所以在加工工序上整机装配的顺序一般来说是固定的:熟悉电路图纸及资料→布设主地线→焊接短连接导线→布设线束(有事先扎好的线把就直接敷设)→焊接(包含焊点的清洗)→整理(如有热缩套管,需要处理热缩套管、清理多余物等)→自检→提交专职检验。
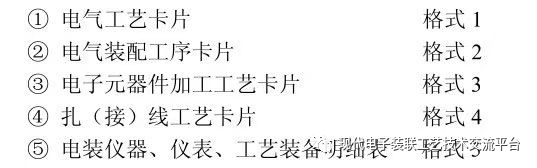
通过以上整机工艺装配卡片编制范例,我们可以看到,对电路原理图的二次开发,有利于电装从下线到焊线各过程进行专业化操作,工序能分能合;对操作过程的细化、规范化提供了条件;比起各自下线装配焊接,节约了线材,统一了标准,使加工变得简单、容易,让操作者从繁杂的电路图、接线表中解脱出来,更利于质量保证和效率提高;同时为检验提供了一份较为详尽的资料;也为整机电气装配开展流水作业奠定了基础。
注:内容来自微信公众号“现代电子装联工艺技术交流平台”,如有侵权,请联系删除。
关键字:
相关新闻
2024-04-09
2024-01-02
